
.png)
Industrial vision systems are the "eyes" of automated production, using high-speed cameras and sophisticated algorithms to inspect products with superhuman precision. These systems have evolved from basic sensors into AI-driven platforms that ensure 100% quality control while boosting throughput. By integrating advanced optics and deep learning, manufacturers can detect microscopic defects and guide robotic arms in real time. This guide explores how these systems function and why a lean integration approach is vital for maximizing ROI.
Industrial vision systems represent the fusion of optical hardware and digital processing to provide imaging-based automatic inspection. In modern manufacturing, these systems are no longer optional because they eliminate the inconsistencies of human observation.
Early vision tools were limited to simple presence-absence detection using basic photoelectric sensors. Today, modern systems utilize Artificial Intelligence to perform complex scene analysis and part identification.
Vision systems act as the primary feedback loop for robotic cells and assembly lines. They allow machines to adapt to variations in part position or ambient lighting without manual intervention.
A functional vision system requires a synchronized dance between hardware and software. Each component must be matched to the specific environmental conditions of the factory floor.
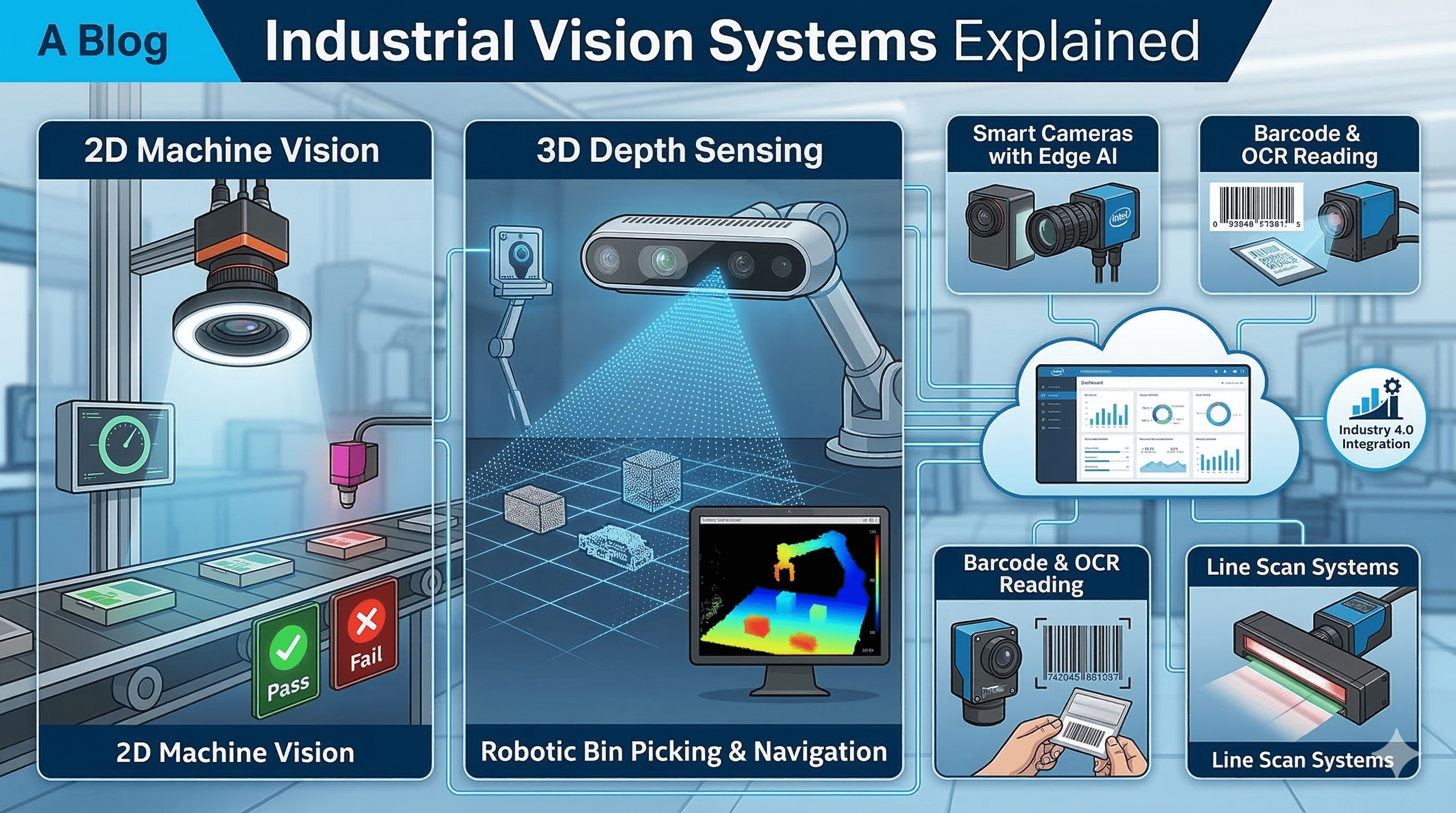
Area scan cameras capture a full frame at once, making them ideal for stationary parts. Line scan cameras build an image pixel-row by pixel-row, which is perfect for high-speed web inspection or rotating objects.
Lenses determine the field of view and depth of field for the camera. Liquid lenses are increasingly popular because they allow for rapid autofocus without moving mechanical parts.
Lighting is the most critical factor for a stable image. Backlighting creates high-contrast silhouettes, while dark field lighting is used to highlight surface scratches or pits.
Vision controllers or "Smart Cameras" handle the heavy lifting of image analysis. Smart cameras house the processor inside the camera body, reducing the physical footprint of the system.
Image processing libraries contain the mathematical tools needed to filter noise and enhance contrast. Pattern matching allows the system to find a specific shape regardless of its orientation.
Deep Learning and Neural Networks have revolutionized the industry by allowing systems to "learn" what a good part looks like. This reduces the need for complex, manual rule-based programming.
Industrial vision serves four primary pillars: inspection, measurement, identification, and guidance. Each pillar targets a specific type of waste in the manufacturing process.
Defect detection identifies cracks, stains, or missing components in milliseconds. Surface finish analysis ensures that coatings or textures meet strict aesthetic and functional standards.
Dimensional gauging uses vision to measure part features to within microns. Tolerance verification automatically flags parts that fall outside of the engineered specifications.
Vision systems read 1D barcodes and 2D QR codes to track parts throughout the supply chain. Optical Character Recognition (OCR) allows the system to read human-printed text, such as expiration dates or batch numbers.
Robotic guidance uses vision to tell a robot exactly where a part is located in 2D or 3D space. This eliminates the need for expensive mechanical fixtures to hold parts in a precise location.
Successful vision integration follows a disciplined path from theory to the factory floor. Skipping a phase often leads to "flickering" results or high failure rates.
A feasibility study assesses whether the lighting and cycle time requirements are realistic. We evaluate ambient light interference and the physical space available for mounting hardware.
Resolution must be matched to the smallest defect the system needs to find. We also select housings with appropriate IP ratings to protect against dust, water, or oil spray.
Tool calibration ensures that pixel measurements translate accurately to real-world units like millimeters. A clean User Interface (HMI) allows floor operators to monitor the system without needing a degree in computer science.
We measure the False Reject Rate (FRR) and False Acceptance Rate (FAR) to ensure reliability. The goal is to maximize "good" catches while minimizing the rejection of actually functional parts.
The following table summarizes how vision systems impact the core metrics of a manufacturing operation.
A lean approach focuses on "right-sizing" the technology to the specific problem. This prevents the common pitfall of over-engineering a system with features that provide no actual value.
We focus on "Value-Add" inspection points that have the highest impact on your bottom line. By selecting the right hardware instead of the most expensive hardware, we keep projects within budget.
Modular system designs allow for quick installation with minimal production downtime. This scalability ensures that your vision system can grow as your product line expands.
Reducing waste (Muda) in the automation footprint directly increases your return on investment. Targeted applications ensure that every dollar spent on vision technology solves a specific production bottleneck.
We simplify complex vision tools so that floor operators can perform basic troubleshooting. Continuous optimization ensures the system remains accurate as the factory environment changes over time.
The industry is moving toward "Edge Computing," where all image processing happens directly on the device. This reduces latency and the need for expensive server infrastructure.
The integration of vision with the Industrial Internet of Things (IIoT) is the next frontier. This allows vision systems to share data across the entire enterprise for global quality tracking.
Industrial vision systems are complex tools that provide immense utility in a competitive market. While the hardware and software require expert integration, the resulting jump in quality and productivity is undeniable. As manufacturing moves toward Industry 4.0, vision technology remains the essential foundation for any truly "smart" factory. Finding the balance between system complexity and functional utility is the key to long-term success.
.png)
.png)